产品列表
products list
首页 >>
| 产品名称:装配平板,装配平台 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
装配平板,装配平台
产品别名:铸铁平板、铸铁平台、装配平板、装配平台
产品用途:平面度、直线度的检验也可做工装基准工作台
产品特点:精度高、耐磨损、易修复
所属分类:铸铁平板、铸铁平台
可选材质:HT200、HT250、HT300
可选精度:1级、2级、3级
依据标准:GB4986-85
精度指标:平面度
处理方法:热处理(回火)
表面处理:精刨 / 精铣 / 人工刮研 / 数控精加工
装配平台简介
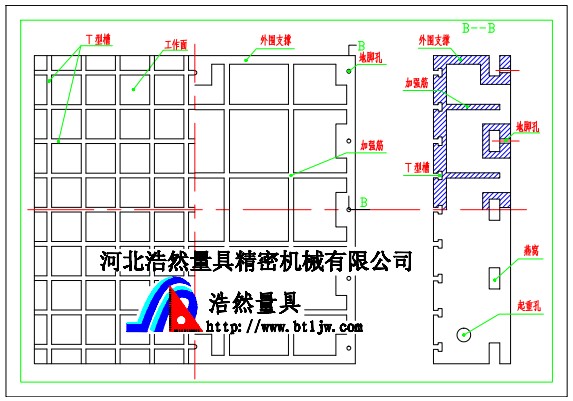
装配平台又称装配平板,t型槽(t型槽大小可根据需要按标准选择,文章“t型槽尺寸标准①”给出了详细的数据。)主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台,装配平台大多数为横向纵向开槽而t型槽平台一般都是单向开槽,(如图所示)其组成部分主要分为:板面、T型槽、加强筋和侧围边四个部分,图中的装配平台设置了燕窝(用来固定和调整地脚螺栓)和地脚螺栓孔,地脚螺栓主要作用是固定和调整装配平台的水平。
装配平台的t型槽数量不宜过多,过多的t型槽会破坏装配平台本身的精度,在文章“t型槽间距设计标准②”给出了具体的t型槽间距的标准参数。
装配平台属于铸铁平台的一种,采用HT200-300的灰口铸铁,装配平台的工作面一般采用人工刮研或数控精加工的方法来进行加工。装配平台的精度一般分为1级、2级、3级三个等级,按GB/4986-85标准制造。装配平台的规格一般最大做到3000mmx8000mm,因为这个规格的装配平板运输方便、制作成本低且精度容易保持。当3000*8000的工作面不能满足需要的时候可以用多块装配平台进行拼接(也称拼接平台),多块拼接的装配平台采用地铆器连接方式多该平台进行固定和调平。
装配平台的规格
装配平台按GB/4986-85标准制造,特殊规格按图纸制作。
装配平台的平面度
装配平台平面度的检验标准在相关标准中都明确规定,(以下公式摘自JB/T7975-1999标准)
平面度计算公式:(单位um,式中d为对角线单位mm)
1 级: 8×(1+d/1000)um
2 级:16×(1+d/1000)um
3 级:40×(1+d/1000)um
装配平台的检验方法
1.首先将水平仪依次放置在装配平台的四个角调至水平,然后将水平仪放在装配平台的工作面中间检验其是否水平。(也可以用此方法来进行装配平台的调平工作)
2.根据装配平台的尺寸选择布点形式,并确定各个截面的分段数及桥板跨距:L=l/n(式中 l——被测面长度;L——桥板跨距;n——分段数)
3.确定装配平台工作面的范围及水平仪的行走路线,测量平面度时不可能测量到每一条直线,而且那样做效率太低了,一般测量的时候只测量装配平台工作面最外围的四条边及以其工作面中心点为中心的米字线即可。
5.将水平仪与桥板固定后放在装配平台的工作面上,沿测量线等跨距且首尾衔接地移动桥板,每移动一个跨距从水平仪上读取并记录该位置的数值。
6.将检测结果整理并分段,最后进行数据处理,求出该装配平台的平面度。
相关资料:t型槽尺寸标准 ① |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
公司新闻
news

采购铸铁平板注...
采购铸铁平板前一定要先确定好所采购铸铁平板的用途...
常见问题
questions

为济南某机床公...
我司调试技术人员正在调试立车工作台,使其达到最高...